
Introduction
Modern food storage solutions have evolved significantly, with eco-conscious consumers and businesses seeking sustainable alternatives to traditional plastic bags and containers. The Silicone Food Storage Bag Kitchen Food Preservation Storage Bag Food Grade Silicone Fruit or Sandwich Storage Bag represents a revolutionary approach to food preservation, combining advanced material technology with practical design principles. These innovative storage solutions address the growing demand for reusable, non-toxic, and environmentally responsible food packaging options across residential and commercial applications. As health awareness increases and environmental regulations become more stringent, silicone-based storage systems have emerged as the preferred choice for forward-thinking distributors, retailers, and institutional buyers seeking premium food preservation solutions.
Product Overview
This premium food-grade silicone storage bag system delivers exceptional versatility and durability for comprehensive kitchen organization and food preservation needs. Manufactured from high-purity silicone materials, these bags provide superior barrier properties against moisture, air, and contaminants while maintaining food freshness for extended periods. The ergonomic design incorporates advanced sealing mechanisms that ensure airtight closure, preventing flavor transfer and maintaining optimal storage conditions for diverse food categories.
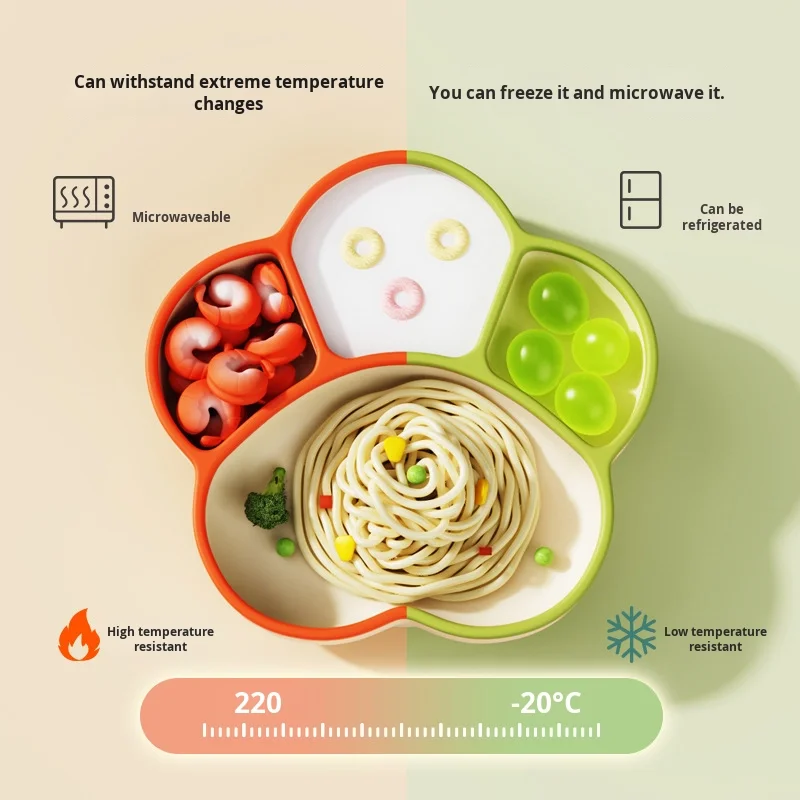
The Silicone Food Storage Bag Kitchen Food Preservation Storage Bag Food Grade Silicone Fruit or Sandwich Storage Bag features temperature-resistant construction suitable for refrigerator, freezer, and microwave applications. This multi-temperature compatibility eliminates the need for transferring foods between different containers, streamlining food preparation and storage workflows in both domestic and commercial kitchen environments. The transparent material composition allows for easy content identification, reducing food waste and improving inventory management efficiency.
Features & Benefits
Advanced Material Properties
The premium food-grade silicone construction provides exceptional chemical resistance and thermal stability, ensuring safe food contact across a wide temperature range. Unlike conventional plastic storage options, these silicone bags maintain their structural integrity and sealing properties through repeated use cycles, delivering long-term value and reliability. The non-porous surface prevents bacterial growth and odor absorption, maintaining hygienic storage conditions that meet stringent food safety requirements.
Enhanced Sealing Technology
Innovative closure systems incorporate precision-molded sealing channels that create hermetic barriers against external contaminants. The flexible material properties allow for easy opening and closing while maintaining consistent seal integrity throughout the product lifecycle. This reliable sealing performance ensures optimal food preservation, extending shelf life and reducing spoilage rates that impact both cost efficiency and sustainability objectives.
Versatile Application Range
These adaptable storage solutions accommodate diverse food types, from delicate fruits and vegetables to prepared sandwiches and cooked meals. The flexible form factor conforms to irregular food shapes, maximizing storage efficiency and minimizing wasted space in refrigerators and pantries. Temperature compatibility enables seamless transitions from freezer storage to microwave reheating, eliminating the need for multiple container systems and reducing kitchen complexity.
Applications & Use Cases
Commercial food service establishments benefit significantly from implementing these silicone storage solutions across various operational areas. Restaurant kitchens utilize these bags for portion control, ingredient preparation, and leftover management, while catering businesses rely on their portability and leak-proof design for off-site event support. The transparent material facilitates quick inventory assessment, enabling efficient stock rotation and reducing food waste in high-volume operations.
Retail grocery chains and specialty food stores have embraced these storage bags as value-added products for health-conscious consumers seeking sustainable kitchen solutions. The premium positioning appeals to environmentally aware demographics while the practical benefits address common household food storage challenges. Educational institutions and healthcare facilities appreciate the hygienic properties and easy cleaning procedures that support their strict sanitation protocols and nutritional program requirements.
Home-based food preparation businesses and meal planning services leverage these storage systems for portion packaging and customer delivery applications. The professional appearance and reliable sealing properties enhance brand presentation while the reusable nature aligns with sustainable business practices that resonate with modern consumer values. Corporate cafeterias and office kitchens implement these solutions to support employee wellness programs and reduce single-use packaging waste.
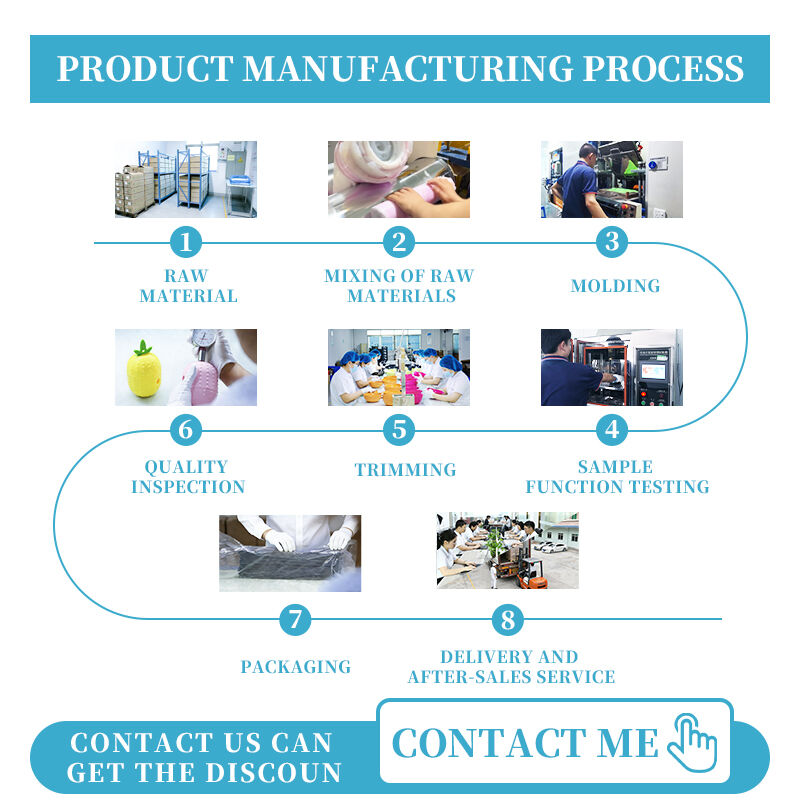
Quality Control & Compliance
Manufacturing processes adhere to internationally recognized food safety standards, ensuring consistent product quality and regulatory compliance across global markets. Rigorous testing protocols verify material purity, sealing effectiveness, and thermal performance parameters throughout production cycles. Quality assurance systems incorporate multiple inspection points, from raw material verification to final packaging validation, maintaining the highest standards for food-contact applications.
Comprehensive documentation supports regulatory submissions and certification requirements in diverse international markets. Material safety data sheets and compliance certificates facilitate smooth customs clearance and regulatory approval processes for importers and distributors. Third-party laboratory testing validates performance claims and safety characteristics, providing independent verification of product specifications and quality standards.
Continuous improvement programs monitor market feedback and emerging regulatory requirements, ensuring ongoing compliance with evolving food safety standards. Regular audits of production facilities and supply chain partners maintain quality consistency and traceability throughout the manufacturing process. Environmental monitoring programs verify that production practices align with sustainability commitments and environmental protection requirements.
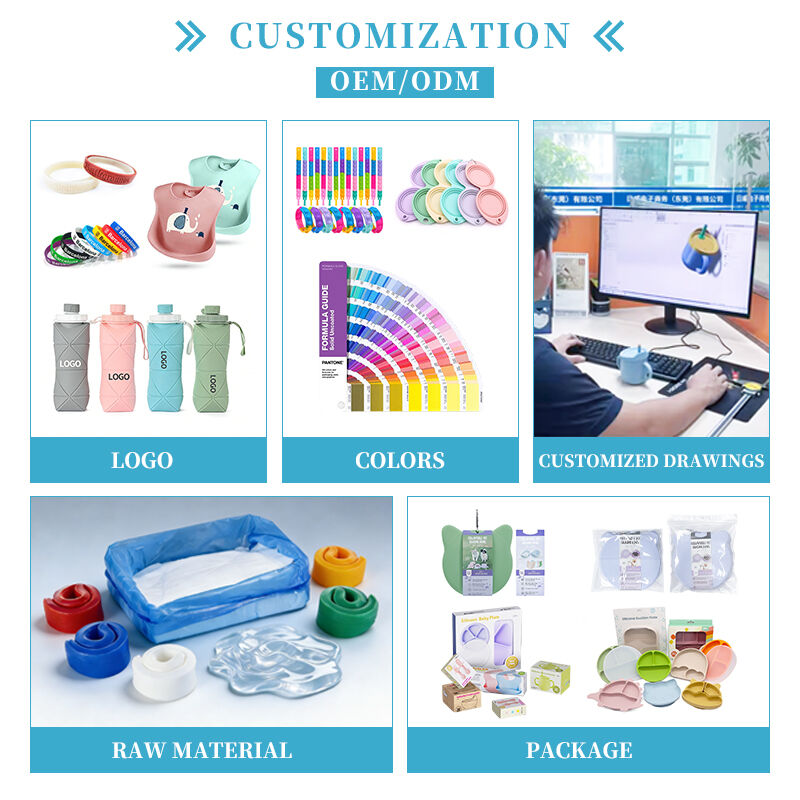
Customization & Branding Options
Comprehensive customization programs enable distributors and retailers to develop distinctive product offerings that align with their brand positioning and market requirements. Color specification services provide options for creating cohesive product lines that complement existing kitchen accessory collections or corporate identity systems. Surface finishing techniques can incorporate subtle texturing or pattern elements that enhance grip properties while maintaining the smooth cleaning characteristics essential for food storage applications.
Private label packaging solutions support brand development initiatives through custom graphics, multilingual labeling, and market-specific regulatory information. Packaging design services accommodate various retail environments, from premium specialty stores to mass market channels, ensuring optimal shelf presentation and consumer appeal. Logo integration capabilities enable subtle branding elements that enhance product recognition without compromising the clean aesthetic design principles.
Volume customization programs accommodate specific market requirements, from compact household sizes to larger commercial applications. Size optimization studies help determine optimal capacity configurations for target market segments, maximizing utility while maintaining cost effectiveness. These tailored approaches enable partners to differentiate their offerings in competitive markets while meeting specific customer needs and preferences.
Packaging & Logistics Support
Efficient packaging systems minimize shipping volumes while ensuring product protection throughout international distribution channels. Nested packaging configurations optimize container utilization rates, reducing transportation costs and environmental impact for bulk shipments. Protective packaging materials safeguard product integrity during handling and storage, maintaining pristine condition from factory to end user.
Flexible shipping arrangements accommodate various order sizes and delivery schedules, supporting both just-in-time inventory systems and advance stock building strategies. Documentation services provide comprehensive shipping paperwork, customs declarations, and regulatory certificates required for smooth international transactions. Tracking systems enable real-time shipment monitoring and proactive communication regarding delivery schedules and potential delays.
Warehousing partnerships in key regional markets facilitate rapid response to market demands and reduced lead times for priority orders. Inventory management systems support automatic reordering and stock level optimization, ensuring consistent product availability while minimizing carrying costs. These integrated logistics solutions enable partners to focus on market development and customer service while relying on established supply chain expertise.
Why Choose Us
With extensive experience serving international markets across multiple continents, our organization has established a reputation for delivering innovative food storage solutions that meet evolving market demands and regulatory requirements. Our comprehensive understanding of global food safety standards and consumer preferences enables us to develop products that succeed in diverse cultural and regulatory environments. This international market presence provides valuable insights that inform product development and ensure relevance across varied market segments.
As a recognized custom packaging solutions provider, we maintain collaborative relationships with leading retailers, food service operators, and institutional buyers worldwide. Our expertise extends beyond product manufacturing to include market analysis, regulatory guidance, and strategic partnership development that creates mutual value for all stakeholders. This holistic approach positions us as more than a supplier, but rather as a strategic partner committed to long-term market success and sustainable business growth.
Advanced manufacturing capabilities incorporate the latest technology and quality systems, ensuring consistent production standards and continuous innovation in product design and performance. Our commitment to sustainability extends throughout operations, from material sourcing to packaging optimization, aligning with global environmental initiatives and corporate responsibility objectives. These comprehensive capabilities enable us to support partners with complete solutions that address both immediate market opportunities and long-term strategic objectives.
Conclusion
The Silicone Food Storage Bag Kitchen Food Preservation Storage Bag Food Grade Silicone Fruit or Sandwich Storage Bag represents the convergence of advanced materials technology, sustainable design principles, and practical functionality that meets the evolving needs of modern food storage applications. These innovative solutions provide compelling alternatives to traditional storage methods while delivering superior performance, safety, and environmental benefits that resonate with conscious consumers and progressive businesses. The combination of versatile applications, reliable performance, and customization capabilities positions these products as valuable additions to any food storage product portfolio, supporting market differentiation and sustainable business growth in the expanding eco-friendly kitchen accessories segment.







Place of origin |
China |
Brand name |
REWI |
Company Information
We are a comprehensive industrial and trading company specializing in the production of silicone & rubber products. We provide customized one-stop product solutions.
REWI E-commerce(Dongguan)Co., Ltd. is located in Dongguan City, China, which is known as the "World Factory". Its parent company-SunFai Rubber Manufacturing Co., Ltd. has been deeply involved in the silicone& rubber industry for over 25 years and has set several industry firsts.
In 2002, the world's first silicone wristband was produced.
In 2009, the world's first rubber anti-slip cloth for skateboards was produced.
In 2017, the world's first inflatable-free shock-absorbing wheel was produced.
REWI E-commerce(Dongguan)Co., Ltd. continues to uphold the parent company's philosophy of establishing a business based on integrity, pursuing perfection in products, and being fully responsible to customers. It is committed to providing professional, diversified, and one-stop services. It strives to achieve "one low" and "two zeros", namely low complaints, zero delays, and zero defects.
Our advantages:
● 25+ years of production experience ● 15+year experienced R&D team ● Free design drawings for customers ● High efficiency in production capacity ● Strict product inspection ● European and American export certifications ● Professional sales team ● responsible after-sales service ● Verified supplier of ALIBABA
FAQ:
1.What materials are your products made of? What is food-grade silicone?
Except for the industrial accessories, all our products are produced using food-grade silicone. Food-grade silicone is refined and sterilized, and can be mixed with food at the required amount to ensure the dryness of the food and be consumed together with the food. It has no toxic effects on the human body.
2.What certifications do your products have?
Our products have FDA, ROHS, CPC,DMF and LFGB certifications, which comply with food safety standards.
3.Can you accept customized products?
We can accept customization of product appearance, functions, logo, color and packaging. And we can also provide free design drawings for our customers.
4.Can I customize my own packaging? How many types of packaging options areavailable?
We can accept packaging customization. The common packaging types we offer include OPP bag, gift boxes, vacuum-formed packaging, acrylic boxes, and poly bag with header.
5.Can colors be customized? Will it incur additional charges?
Colors can be customized according to customer requests. Customers only need to provide the international Pantone color code. Except for special colors, no additional charges will be applied for other colors.
6.What are the maximum and minimum temperatures that your products canwithstand?
Our products have excellent heat resistance properties, and their temperature tolerance range is usually quite wide. Most sources indicate that the temperature tolerance range of food-grade silicone covers -40℃ to 230℃ or -60℃ to 250℃, and some special models can withstand even higher temperatures. For example, -65℃ to 200℃ or higher.
7.What age range is your baby set of tableware suitable for?
Our baby tableware is suitable for children aged 3 to 14.
8.What is the minimum order quantity for your products?
Our products do not have a fixed minimum order quantity. It can be 1, 10, or 100pcs. We can fully meet the needs of different customers. However, the larger the quantity, the lower the unit price will be.
9.Can you provide free samples?
For customers with strong cooperation intentions, we are more than willing to offer samples at a low cost or even without any charge, but the customer needs to bear the shipping cost.
10.Do your products have quality assurance and after-sales service?
Our products undergo strict inspections from the raw materials stage. Quality control personnel will conduct random inspections at each process. Before the products are shipped out, a final inspection will be conducted to ensure that every product meets the quality standards. If there are any quality issues with the products after they are shipped, we will be responsible for refunds, replacements or compensation.
11.What types of products does Rewi offer?
We offer a wide range of silicone products, including silicone gifts, baby and maternal care items, pet accessories, kitchenware, tableware, molds, and mats.
12.How long is the production lead time?
Standard products: 2-4 weeks; Customized products: 6-8 weeks after sample approval.
13.Do you accept clients' own designs?
We offer OEM and ODM services, and welcome customers to design their own products.